English
English
Linear Vibration Friction Welding
by Alex Lee
Mob/Wechat/WhatsApp: +86-15918523336
Email: alexlee2696@163.com
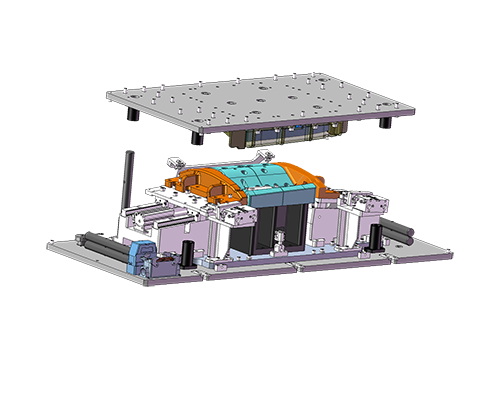
I. How is the mechanical construction of vibration welding machine?


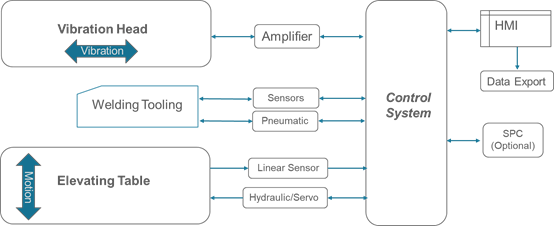
II. Illustration of vibration welding system
1. Vibration System: Vibration Spring +Electromagnet+AMP
2. Forcing System: Servo Hydraulic System
3. Control System: PLC+HMI+ETC
Electromagnetic Vibration Module
1. Consists of vibration springs and electromagnetic (E & I). When vibration thermoplastic welding operation, the spring reciprocating motion happens forced by the pulling energy from the electromagnets at two sides of the springs.
2. The Frequency of Mechanical Resonance: depends on the elasticity coefficient K & the total weight including that of the upper jig;
3. Vibration Frequency:
depends on the AC current frequency to the electromagnetic at two sides.
III. Vibration Welding Process
1. Hold plastic parts by upper jig and lower jig;
2. Force plastic parts together by mechanical pressure;
3. vibration system starts working, friction happens between plastic parts at contacting area (welding area)generating heat;
4. Plastic parts is molten at welding area by vibration friction;
5. Vibration stop when plastic welding is ready, two plastic parts move back to its original position in precision of ±0.1mm;
6. Keep two parts pressed together under pressure, the molten material of two parts infiltrate to each other and re-solidified;
7. Welding finished.
IV. Phases of Vibration Welding
Phase 1. Dry friction: Friction starts to melt material;
Phase 2. Melting generation: molten material begins flashing out;
Phase 3. Steady-state Melt Flow: melt quantity is even with flow quantity. It determines the joining strength;
Phase 4. Holding: vibration stop and hold thermoplastic parts keeping they pressed together under high pressure until



V. Vibration Friction Energy (E)
E = P(N/㎠)ㆍV(m/min)ㆍT (Sec)ㆍCosθ
P : Pressure
V : Friction Speed
V = 4.45ㆍaㆍf
V : Friction Speed(mm/Sec)
a : amplitude(mm)
f : Frequency(Hz)
VI. Vibration time
Time of vibration;
Concerned to productive;
Affect the thickness of melting layer (affect strength);
It is a time length for X direction and Y direction of vibration surface synchronously reach the highest welding strength;
Vibration time will be reduced if plastic parts has been added with strengthening material;
To gain the highest welding strength in the shortest vibration time.

A) Variable Machine Parameters:
Joining force--F
Amplitude--A
Frequency--Fr
Vibration Time--Tv (Time control)
Welding Penetration--Ss (Penetration Control)
Holding Time—Th
B) Resulting Process Parameters:
Joining Pressure--p=F/A (Interface A)
Friction force--Fr
Penetration—s resp. welding time tF
To gain a good vibration welding result with scientific operation, physical modelling is essential. To make final decision, it necessary to consider the vibration welding machine parameters and resulting process parameters.
VII. Vibration Amplitude
it can reduce vibration time if apply higher amplitude, but the time choice points to gain the perfect welding performance will be reduced relatively;
High amplitude is not good for some material such as PBT,NORYL, etc
It requests high amplitude if the vibration direction is along with shorter side of plastic parts;
Over-high amplitude will result in weak welding strength;
When melting reach stable, it should reduce amplitude to gain high welding strength;
VIII Vibration Frequency
Vibration frequency should be set according to material and geometric shape of plastic parts;
A) Low frequency (90~120Hz)
-Amplitude: 2∼4mm(P - P)
-For parts in big size, big length or thin parts;
B) High frequency(210~280Hz)
-Amplitude: 0.6 ∼2mm(P-P)
-It is suitable for welding requests small tolerance and less flash;
-It can do the welding of different plastic material, and save welding time.
C) Super high frequency (300~365Hz)
-Amplitude: 0.3~1.2mm
-For challenging welding requirement including clean welding and parts with big bevel angle, limited space for amplitude and challenging material.
-High precision control, high efficiency, high stability & low consumption.
There is no big effect to welding strength by different frequency.
VX Vibration Welding Depth
Welding depth affects welding strength deeply;
It can judge the welding result according to the depths graphics of the welding chart;
For welding between two different material, it should set big welding depth
X. Welding forcing Pressure:
Welding pressure is a critical factor affecting welding strength and precision. Muti-phases pressure adjustment affects crystalline resin
1) Friction Pressure: the pressure for the beginning of vibration (high pressure);
2) Welding Pressure: the pressure when even condition (1/2 of the friction pressure value). It affects welding strength much;
3) Fusing Pressure: to ensure enough melting layer, it should apply low pressure.High pressure resulting in sharp decreasing of welding strength.
4) If water is consisted in Nylon material, the welding pressure should be higher than the vapor pressure.
5)the wider welding line is, the higher pressure is requested, while, the bigger the welding line height is, the higher the pressure is requested.
Lower welding pressure: suitable for material in lower melting point;
High welding pressure: it can reduce welding time, suitable for welding engineering plastic;
Increase pressure: will generate much flash and reduce welding strength;
Down adjust pressure in time after melting: can ensure thick melting layer and welding strength (provide enough space for vertical flow direction for material molecule).
Pressure for different material
|
Material |
Pressure (N/mm2) |
|
ABS |
1~2 |
|
PA6 |
0.5~3 |
|
PA66 |
0.5~3 |
|
PE-HD |
0.5~8 |
|
PMMA |
1~2 |
|
POM |
1~4 |
|
PP-H |
0.5~4 |
|
PPE+SB |
2~6 |
|
PS |
1~4 |
|
SAN |
1~2 |
Welding performance under different welding pressure value

XI Material Concerned
Moisture absorbing material should be dried enough before welding, and it should be welded under high pressure to offset the pressure of water vapor;
If two different kinds of material welding, the difference of melting points between two machine should be no bigger than 38℃, and the two material molecular structure should be similar;
Over-deep welding line design will affect melting layer and will increase the time spent in melding and re-solidifying.
XII Factors Affecting Welding Performance
1) Construction Design of plastic part
2) Melting Temperature
3) Strength of thermoplastic part
4) Characteristics of different material
5) Humidity of thermoplastic material
6) Fluidity of molten thermoplastic material
7) Resin additive to thermoplastic material
XIII Advantages of Vibration Welding
1. Available to weld plastic parts in complex geometric shape design;
2. Ability for thermoplastic joining in big measurement which is over than ultrasonic welding ability;
3. High welding strength and airtightness resulted from vibration welding, the welding is reliable;
4. Two or more cavities welding per stroke is available;
5. No request of additional agent for plastic parts welding assembly;
6. No fumes, emissions or consumables generated during vibration thermoplastic weld, no pollution to environment;
7. Perfect welding performance to damped thermoplastic material or that with high percentage of additive;
8. Low power consumption: Only power consumption when vibration oscillation;
9. Short welding cycle time;
10. Easy achieve welding phases control, the setting is easy;
11. Vibration welding is available to most thermoplastic material;
12. Low tooling manufacturing cost.
XV Compare with Others Welding Art

XXII Factors Limiting to Vibration Thermoplastic Joining
1. Bevel angle at welding surface at vibration oscillation direction, normally can not bigger than 10 degree for traditional VW technique and 45 degree to super-high frequency VW;
XXIII Concerned to Welding Design
1. Measurement of welding line;
2. The parts holding design at vibration oscillation direction;
3. At least 1/2 width of joining area should be supported by vibration welding fixture;
4. At least 0.8mm space for the moving distance of oscillation (120Hz:1.8mm);
5. Reinforcement at vibration direction:(0.8mm * 2) + α(above≒2mm)
6. Side: aobve1mm;
7. Reinforcement for 120Hz welding: about twice of that for 240Hz welding;
8. Space for melting flow: melting volume*20~30%。
9. Design angle reinforcement to avoid shake at vibration direction;
10. Consider the deformation after molding;
11. Ensure that the surface slope at vibration direction no more than 10 degree.
IX Machine Specification Slection